
急速に進化する現代の製造業において、精度、スピード、そして効率性の追求は容赦なく行われています。航空宇宙産業から家電製品に至るまで、あらゆる産業の基盤である板金加工は、技術革新によって革命的な変化を遂げてきました。中でも、レーザー切断技術は変革をもたらす力として際立っています。適切な板金レーザー切断機の選択は、もはや単なる調達上の決定ではなく、企業の競争力、生産能力、そして今後何年にもわたる製品品質を決定づける戦略的な投資なのです。
このガイドでは、板金レーザー切断の世界を深く掘り下げ、基本原理や主要コンポーネントから市場動向、よくある購入時の落とし穴まで、あらゆる側面を網羅しています。私たちの目標は、お客様が業務ニーズと事業目標に完全に合致する、合理的で情報に基づいた意思決定を行えるよう、知識を提供することです。

板金レーザー切断機の技術革新と概要
レーザー技術が実験室の好奇心から産業の主力技術へと進化を遂げた道のりは、絶え間ない革新の証です。今日、板金切断への応用は製造技術の頂点を極め、かつては想像もできなかった可能性をもたらしています。
板金レーザー技術の重要性 レーザーカッターが登場する以前、板金加工はパンチング、せん断、プラズマ切断といった機械的な手法に頼っていました。これらの手法は効果的ではあるものの、固有の限界があります。機械パンチングでは、新しい設計ごとに高価な専用金型が必要となるため、試作や小ロット生産のコストと時間がかさみます。プラズマ切断は強力ですが、精度に課題を抱えることが多く、大きな熱影響部(HAZ)が生じる可能性があるため、二次的な仕上げ工程が必要になります。
レーザー切断はこれらの課題を克服します。これは、高エネルギーの高集光光線を用いて材料を溶融、蒸発、または焼き尽くす非接触の熱加工プロセスであり、極めて高い精度を実現します。工具を必要とせず、ソフトウェアから設計変更を即座に反映できるため、比類のない柔軟性とリードタイムの大幅な短縮を実現します。
高精度と高速性の利点 現代のレーザー切断の特徴的な 2 つの点は、その精度と速度です。
- 精度:最新のファイバーレーザーカッターは、±0.02mmの位置精度を実現できます。これにより、材料の無駄を最小限に抑えながら、微細なディテールと鋭角を持つ非常に複雑な部品を作製できます。狭いカーフ(切断幅)により、部品同士の完璧な接合が保証され、組立ライン生産や高性能アプリケーションにとって非常に重要です。
- 速度:薄板から中厚の金属の場合、レーザー切断は非常に高速です。高出力レーザーは、薄いステンレス鋼を毎分60メートルを超える速度で切断できます。この高いスループットは、生産性の向上と部品1個あたりのコスト削減に直結し、企業はより大規模な注文や厳しい納期への対応が可能になります。
基本原理と応用 レーザー切断機は、本質的にシンプルな原理で動作します。共振器と呼ばれるレーザー光源が強力な光線を生成します。この光線は、一連のミラーまたは光ファイバーケーブルを通して切断ヘッドへと導かれます。切断ヘッド内部のレンズが、この光線を板金表面の小さな点に集束させます。この焦点に高エネルギーが集中することで、材料が溶解します。同時に、アシストガス(窒素、酸素、圧縮空気など)のジェットが、レーザー光線と同軸のノズルから噴射されます。このガスジェットが溶融材料を吹き飛ばし、きれいな切断面を実現します。
プロセス全体はコンピュータ数値制御(CNC)システムによって制御され、デジタル設計ファイル(DXFまたはDWGファイルなど)を読み取り、切断ヘッドを金属板上で正確に移動させて所望のパターンを成形します。この自動化により、完璧な再現性が保証され、手作業では不可能な複雑な形状の製造が可能になります。その用途は広範で、自動車のボディパネル、航空宇宙部品、建築用構造鋼、複雑な医療機器、さらには装飾金属細工まで多岐にわたります。

板金レーザー切断プロセスとその応用分野
レーザー切断プロセスのニュアンスや類似の技術との違いを理解することは、さまざまな業界での幅広い有用性を理解するために重要です。
板金レーザー切断の仕組み 切断プロセスは、使用する材料とアシストガスに応じて、主に 3 つのタイプに分類できます。
- 溶融切断(メルトシアリング):ステンレス鋼、アルミニウム、その他の非鉄合金の切断に最も一般的に用いられる方法です。アシストガスとして不活性ガス(通常は窒素)を使用します。レーザービームが金属を溶かし、高圧窒素ジェットが溶融金属を切断溝から吹き飛ばします。窒素は溶融金属と反応しないため、滑らかで酸化物のない、銀色に輝く切断刃が得られ、そのまま溶接に使用できます。
- 酸化切断(火炎切断):この方法は主に軟鋼(炭素鋼)に用いられます。酸素をアシストガスとして用います。レーザービームが材料を発火温度まで加熱し、酸素ジェットが発熱反応(燃焼)を引き起こします。これにより、切断プロセスにさらなるエネルギーが供給されます。この方法では、溶融切断に比べて厚い材料をより高速で切断できます。ただし、切断面に薄い酸化層が残るため、塗装や溶接の前に除去する必要がある場合があります。
- 昇華切断:木材やアクリルなどの特定の非金属材料に使用されるこの加工法では、レーザービームを用いて材料を固体から気体へと直接蒸発させ、非常にきれいな切断面を残します。板金加工ではあまり一般的ではありません。
レーザー切断と彫刻の違い 切断と彫刻は多くの場合同じ機械で実行されますが、根本的に目的が異なる異なるプロセスです。
- レーザー切断:材料を完全に貫通し、切断片を分離することが目的です。十分な深さの切断を確実に行うには、高い出力と慎重に制御された速度が必要です。
- レーザー彫刻/マーキング:材料を切断することなく表面を加工することを目的としています。これは、低出力または非常に高い速度でレーザー光を使用することで実現されます。彫刻は少量の材料を削り取ることで深みのある刻印を施しますが、マーキングは多くの場合、熱を用いて表面を変色(アニーリング)させたり、わずかな化学変化を起こさせたりすることで、材料を削ることなく、永続的でコントラストの高い刻印を施します。
レーザー切断技術のさまざまな産業への応用レーザー切断の汎用性により、多くの分野で欠かせないものとなっています。
- 自動車:シャーシ部品、ボディパネル、フレーム部品、排気システムの試作・量産に適しています。高い精度により、完璧なフィット感と仕上がりを実現します。
- 航空宇宙:精度と構造的完全性が最優先される機体部品、ブラケット、エンジン部品用のチタンやアルミニウム複合材などの高強度軽量合金の切断に使用します。
- エレクトロニクス:サーバー、民生用デバイス、コントロール パネル用の複雑な筐体、シャーシ、取り付けプレートの製造。
- 医療機器:医療グレードのステンレス鋼とチタンから、高精度の外科用器具、インプラント (ステントなど)、診断機器のコンポーネントを作成します。
- 重機・建設:構造部品、農業機械、建設機械用の厚鋼板の切断に。
- 家具とデザイン:複雑で芸術的なパターンを備えた特注の金属製家具、装飾パネル、建築要素を作成します。
技術仕様と主要コンポーネント
レーザー切断機の性能は、その技術仕様とコアコンポーネントの品質によって決まります。これらの要素を理解することが、さまざまなモデルを評価・比較する鍵となります。
レーザービーム仕様
- 出力(kW):これはおそらく最も重要な仕様です。切断可能な材料の最大厚さと切断速度を直接決定します。出力は、薄板金属の場合は1kWから、厚板金属の場合は30kW以上まであります。
- 波長(µm):レーザー光の波長は、そのエネルギーが様々な材料にどれだけ吸収されるかを決定します。ファイバーレーザーは通常、金属への吸収率が高い約1.06µmの波長で動作し、非常に効率的です。CO2レーザーは約10.6µmの波長で動作し、有機材料や非金属への吸収率が高いです。
- ビーム品質(M²):これはレーザービームをどれだけ集光できるかを表す指標です。M²値が低いほどビーム品質が高く、焦点が小さくなり、パワー密度が高くなり、より細かく精密な切断が可能になります。ファイバーレーザーは一般的に、CO2レーザーに比べてビーム品質が優れています。
レーザー共振器(レーザー光源)共振器は機械の心臓部であり、レーザービームを生成する役割を担っています。板金業界では、主に以下の2つのタイプが使用されています。
- ファイバーレーザー共振器:この固体レーザーは、半導体ダイオードを用いて、イッテルビウムなどの希土類元素を添加した光ファイバーに光を送り込みます。この光は光ファイバー内で増幅され、レーザービームを生成します。
- 動作原理:光は完全に柔軟な光ファイバー ケーブル内で生成および増幅されるため、複雑なミラーやガス空洞は不要です。
- 利点:非常に高いエネルギー効率 (約 30 ~ 40%)、光源に可動部品がなく、メンテナンスが最小限で済み、耐用年数が長く (100,000 時間超)、ビーム品質が優れています。
- CO2 レーザー共振器:このガス レーザーは、密閉されたチューブまたは空洞内のガス混合物 (主に二酸化炭素、窒素、ヘリウム) を電気放電で励起し、レーザーを発します。
- 動作原理:ガス混合物に高電圧がかけられ、ミラーシステムが光を前後に反射して増幅し、放出します。
- 利点:非金属を含む幅広い材料で優れた切断品質を実現。厚手のアクリル板の切断にも最適です。
カッティングヘッド カッティングヘッドは、機械の「主軸」となる部分です。光源からレーザービームを受け取り、加工対象物に照射します。主な構成部品は以下のとおりです。
- 集束レンズ/ミラー:これらの光学系はレーザー光線を正確な一点に集束させ、そのエネルギーを集中させます。
- ノズル:アシストガスをワークピースに噴射し、溶融材料を除去します。ノズルの直径と設計は切断品質に大きく影響します。
- 静電容量式高さセンサー:このセンサーは、ノズルと金属シート間の距離を常に測定し、シートがわずかに歪んでいても、ヘッドの Z 軸位置を自動的に調整して完璧な焦点距離を維持します。
- 最新機能:高度な切断ヘッドには、オートフォーカス機能、衝突検出機能、さらには 1 回のパスで角度付き切断 (溶接準備など) を可能にする統合型ベベル機能も含まれるようになりました。
切断品質に影響を与える主な要因 完璧な切断を実現するには、いくつかの要因のバランスが重要です。
- 切断速度:速すぎるとビームが完全に貫通せず、ドロスが残ります。遅すぎると過剰な熱が入り、切断幅が広がり、HAZ(熱影響部)が大きくなる可能性があります。
- レーザー出力:材料の種類と厚さに適したものでなければなりません。
- アシストガス:種類(N2、O2、空気)と圧力を最適化する必要があります。圧力が適切でないと、バリや粗いエッジが発生する可能性があります。
- 焦点位置:材料表面に対する焦点の位置 (表面の上、表面上、または表面下) は、エッジ品質とカーフ幅に大きな影響を与えます。
レーザー切断機と彫刻機の種類の違い
基盤となる技術は似ていますが、レーザー加工機は切断、彫刻、またはその両方に特化していることが多く、主な違いは使用されるレーザー光源の種類にあります。
マーキング、彫刻、カッティングの定義
- マーキング:焼鈍または化学変化によって素材の色を変える表面レベルの加工。深みは出ません。
- 彫刻:表面から材料を削り取り、目に見える、触感のある窪みを作る工程。深さはパワーと速度で制御できます。
- 切断: 材料を 2 つ以上の部分に分割する完全な深さのプロセス。
レーザー切断機の主な種類
ファイバーレーザー切断機
原理:固体ファイバーレーザー光源を使用します。ビームは柔軟な光ファイバーケーブルを介して伝送されます。
適用素材:主に金属。鋼、ステンレス鋼、アルミニウム、真鍮、銅、その他の合金に非常に効果的です。木材や透明アクリルなどのほとんどの有機素材にはあまり効果がありません。
長所:
薄金属から中金属までの切断速度が非常に速い。
非常に高い電気効率により、運用コストが削減されます。
レーザー ソースのメンテナンスは不要です (ミラーの位置合わせやガスの補充は不要)。
真鍮や銅などの反射材も簡単に加工できます。
短所:
同様の出力の CO2 レーザーに比べて初期投資額が高くなります。
非金属の切断には適していません。
CO2レーザー切断機
原理:ガスベースのレーザー光源を使用します。ビームはミラーシステム(「フライングオプティクス」システム)を介して照射されます。
適用可能な素材:非常に汎用性が高く、木材、アクリル、皮革、布地、紙、ゴムなど幅広い非金属材料を切断できます。また、金属も切断可能です(ただし、ファイバーレーザーほど効率は高くありません)。
長所:
多様な素材を扱うビジネスに最適な汎用性。
アクリルに炎で磨かれた優れたエッジを作り出します。
機械自体の初期コストが低い。
短所:
電気効率が大幅に低下し、光熱費が高くなります。
定期的なメンテナンスが必要です (ミラーの調整、ガスの補充、光学系のクリーニング)。
同等の出力のファイバーレーザーと比較すると、金属の切断速度が遅くなります。
ミラーを使用したビームパスは、位置ずれの影響を受けやすいです。
結晶レーザー切断機(例:Nd:YAG、Nd:YVO)
これらも固体レーザーですが、レーザー媒体として結晶を使用しています。板金切断業界では、ファイバー技術の優れた効率性と信頼性により、ファイバーレーザーに大きく取って代わられました。しかし、金属や一部のプラスチック/セラミックの高精度マーキング、溶接、切断といった特殊な用途では、依然として使用されています。
市場価格の動向と製品の推奨
レーザー切断機の価格は、タイプ、出力、サイズ、ブランド、機能によって大きく異なります。
各種板金レーザーカッターの価格帯
- エントリーレベル / 中小企業 (1kW - 3kW):これらは通常、ジョブショップ、看板メーカー、軽工業向けの薄い板金 (最大 6 mm の鋼板) の切断に適したファイバー レーザー マシンです。
- 産業用ミッドレンジ (3kW - 6kW):これは多くの製造工場にとって最適な範囲であり、速度と厚さの能力 (最大約 20 mm の鋼鉄) の適切なバランスを提供します。
- 高出力産業用(8kW~20kW以上):これらの機械は、高負荷・大量生産向けに設計されており、厚板を高速切断できます。多くの場合、自動化機能が搭載されています。
- 自動化システム (積み込み/積み下ろしタワー付き):これらのシステムにより、24 時間 365 日の「無人」操作が可能になります。
業界グレードの推奨:Hymson HF-TUシリーズファイバーレーザー切断機
最先端技術、汎用性、そして高い生産性を求める企業にとって、 Hymson HF-TUシリーズのような機械は、現代技術の優れたベンチマークとなります。これは、要求の厳しい産業環境向けに設計された、プレートおよびチューブレーザー切断機の統合型マシンの好例です。
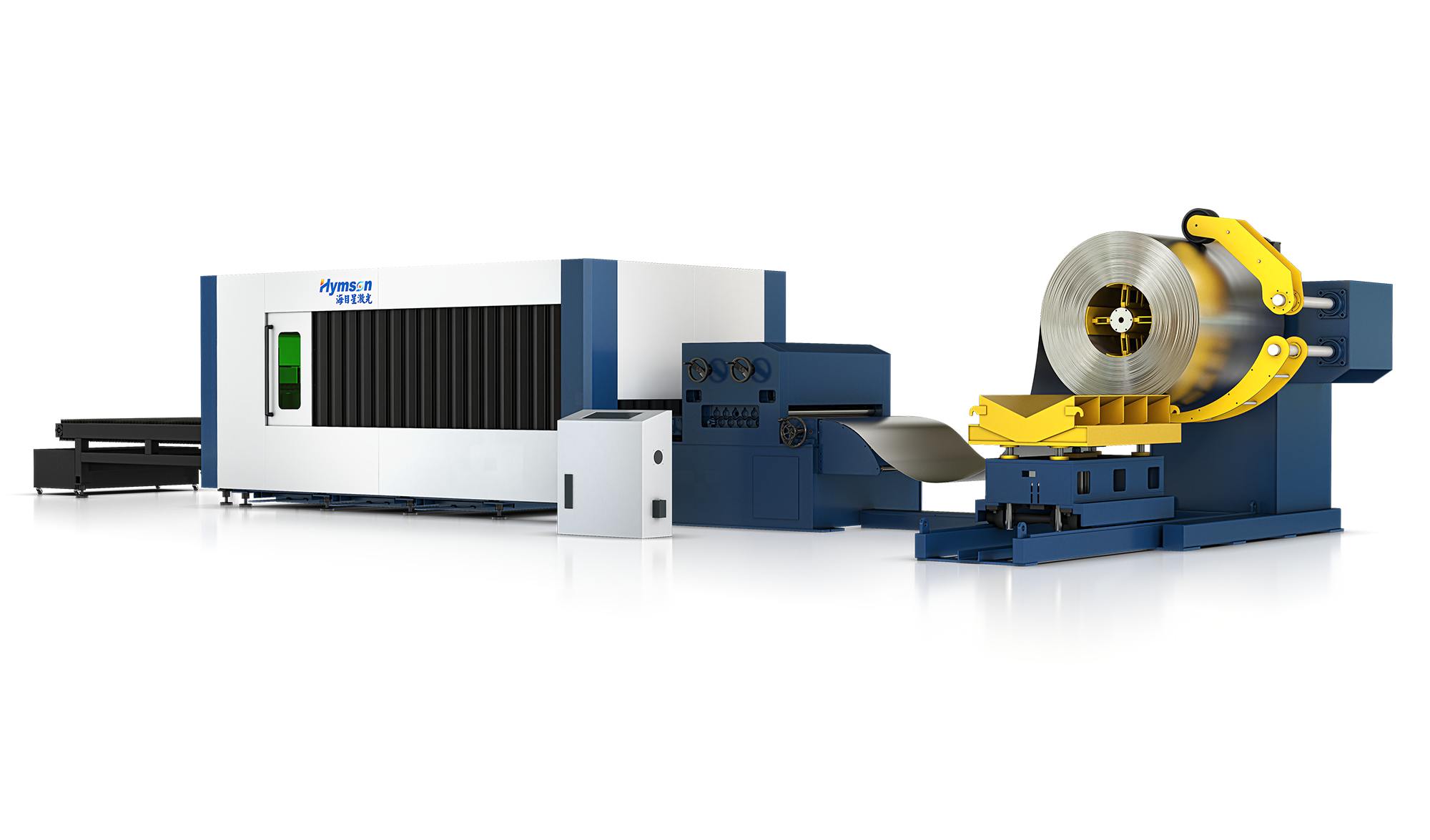
主な機能とアプリケーションシナリオ:
- 一体型プレート・パイプ切断:これは2台の機械を1台に統合した大きな利点です。標準的な板金材の切断に加え、丸管、角管、長方形管、その他の形状のパイプも加工できます。この汎用性により、家具製造、フィットネス機器、構造フレームワークなどの新たな市場が開拓されます。
- 高出力オプション (最大 6,000W+): 3kW から 6kW を超える電力オプションを備えた HF-TU シリーズは、薄板の高速切断から厚い鋼板 (例: 50mm+) の強力なスライスまで、あらゆる作業に合わせて構成できます。
- 高度なベベルカッティングヘッド:本機は、±45°のベベルカットが可能な3D 5軸カッティングヘッドを搭載できます。これは溶接準備工程に革命をもたらし、二次研削やフライス加工工程が不要になるため、時間と労力を大幅に節約できます。
- インテリジェントバス制御システム: HymsonのEtherCATバス制御システムのような最新システム。CNCと機械コンポーネント間の通信速度が向上し、加速性能、精度、そしてより高度なリアルタイム監視と診断が可能になります。
- 完全自動化オプション: HF-TUシリーズは、全自動ローディング・アンローディングシステムと統合できます。これにより、オペレーターの介入を最小限に抑えながら連続稼働可能な生産セルを構築し、スループットを最大化し、人件費を削減します。
選考プロセスにおけるよくある落とし穴
レーザーカッターの選択は大きな投資であり、よくある間違いがいくつかあると、購入者の後悔につながる可能性があります。
- 落とし穴1:初期価格のみに注目する:最も安い機械が必ずしも最高の価値を持つとは限りません。消費電力、消耗品(ノズル、レンズ)、メンテナンス費用、そして潜在的なダウンタイムを含む総所有コスト(TCO)を考慮してください。初期費用は高くても、より効率的で信頼性の高い機械の方が、長期的には安価になる可能性があります。
- 落とし穴2:不適切な電力仕様:出力が高すぎる、あるいは低すぎる機械を購入するのは、大きな損失につながります。1mmの板を切断するのに20kWのレーザー出力は非効率で無駄が多いです。1.5kWのレーザー出力では、突然15mmの板を切断する必要が生じても対応できません。現在および近い将来の作業負荷を分析し(80/20ルール、つまり作業の80%の仕様を定めます)、適切な電力レベルを見つけましょう。
- 落とし穴3:ソフトウェアとワークフローの統合を見落とす:機械は方程式の一部に過ぎません。CAD/CAMソフトウェアはどれほど直感的でしょうか?既存の設計システムやERPシステムとの統合はどれほど容易でしょうか?質の低いソフトウェアは生産のボトルネックとなり、機械自体の速度を阻害する可能性があります。
- 落とし穴4:アフターサービスとサポートの軽視:これは非常に重要です。機械が故障すると、損失が発生します。サプライヤーが現地で確固たる拠点を持ち、資格を持った技術者を擁し、スペアパーツがすぐに入手できること、そしてオペレーター向けの包括的なトレーニングを提供していることを確認してください。
- 落とし穴5:将来のビジネスニーズの無視:今日だけのために購入するのはやめましょう。5年後、あなたのビジネスはどうなっていると思いますか?新しい素材を扱う予定ですか?より厚い部分を切断する必要がありますか?自動化が必要になるほど生産量が増えるでしょうか?ある程度の拡張性やモジュール性を備えた機械を選ぶことは、長期的な戦略として賢明です。
結論と選択のアドバイス
最適な板金レーザー切断機を選ぶプロセスは、高度な技術をお客様の特定の用途にマッチさせる旅です。適切な選択を行うには、お客様の要件を徹底的に理解することが重要です。
ニーズに基づいて選択する方法 最善の決定を下すには、次の重要な質問を自問してください。
主な材質とその最大厚さは何ですか?
回答:金属のみを切断する場合は、ファイバーレーザーが最適です。金属と非金属の混合材料を切断する必要がある場合は、CO2レーザーの方が汎用性が高いかもしれません。必要なレーザー出力は、最大切断厚さによって決まります。
どの程度の精度とエッジ品質が必要ですか?
回答:ほとんどの用途において、最新のファイバーレーザーは優れた精度を提供します。アクリルのエッジを鏡面仕上げにしたい場合は、CO2レーザーが最適です。金属のエッジを溶接可能な状態に仕上げたい場合は、高度なプロセス制御と窒素溶融切断機能を備えた機械をお探しください。
予想される生産量と部品の複雑さはどれくらいですか?
回答:大量生産で比較的単純な部品であれば、高速かつ低消費電力の機械が最も効果的です。少量生産で非常に複雑な部品であれば、優れた精度とソフトウェアを備えた機械が必要です。24時間365日体制の生産を目指すなら、自動化は贅沢ではなく、必須です。
初期コストと TCO の両方を考慮した場合、現実的な予算はいくらでしょうか?
回答:機械本体、設置費用、トレーニング費用、ソフトウェア費用、そして長期的な運用コストを考慮した予算を立てましょう。価格だけでなく、価値と性能に基づいて見積もりを比較しましょう。
サプライヤーの能力と評判はどうですか?
回答:サプライヤーのサービスネットワーク、保証、トレーニングプログラム、そして顧客の声を調査してください。サプライヤーとの強固なパートナーシップは、機械自体と同じくらい重要です。
選択と結果の関係 最終的に、あなたが下す選択は、ビジネスに直接的かつ永続的な影響を与えます。適切に選択された機械は利益源となり、より高品質な部品をより迅速かつ低コストで生産することを可能にします。それは新たな顧客や市場への扉を開き、製品設計における革新を促進し、成長のための確かな基盤を提供します。逆に、不適切な選択は、過剰なダウンタイム、高い運用コスト、そして顧客ニーズへの対応不能など、常にフラストレーションの原因となる可能性があります。
この決定には、慎重かつ先見の明を持って臨むことをお勧めします。複数のベンダーと交渉し、自社の部品や材料を使った実演を依頼し、既存のユーザーとも話し合いましょう。合理的かつ十分な情報に基づいた決定を下すことで、単に機器を購入するだけでなく、事業全体の将来の効率性、品質、そして収益性への投資となるのです。
この投稿を共有する: